







Integrate co injection molding for innovative multi-layer plastic part development
Integrate co injection molding for innovative multi-layer plastic part development
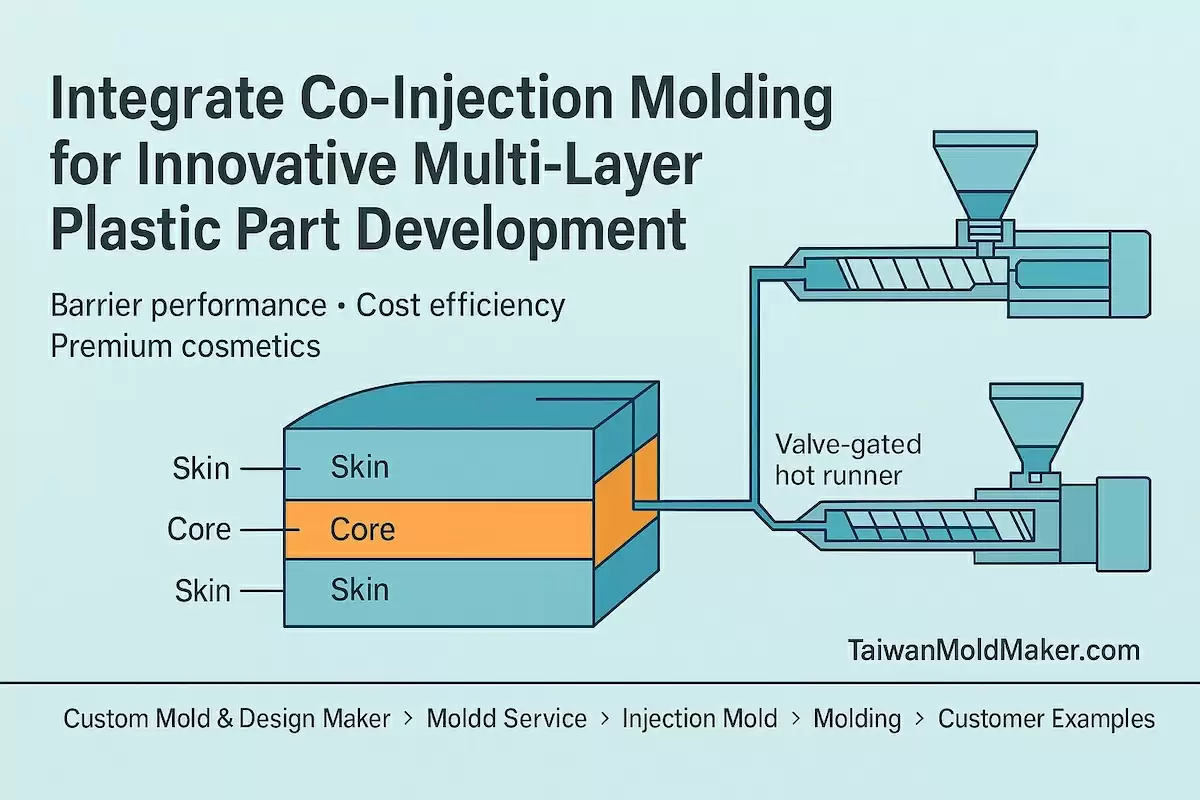
Integrate Co-Injection Molding for Innovative Multi-Layer Plastic Part Development
Barrier performance • Cost efficiency • Premium cosmetics
Looking to add barrier, recycled cores, or specialty surfaces without secondary assembly? Co-injection molding (a.k.a. sandwich molding) builds multi-layer parts in one shot—placing a skin material around a core (or skin–core–skin) using a shared mold and specialized hot-runner sequencing. With the TaiwanMoldMaker.com network, you can turn advanced material stacks into production-ready parts—on time, on spec.
Explore our end-to-end services:
Custom Mold & Design Maker → Mold Service → Injection Mold → Molding → Customer Examples → Contact
What co-injection molding is (and isn’t)
-
Co-injection (sandwich): Two materials are injected through the same gate with timed/sequenced flow so the skin encapsulates the core. Ideal for barrier layers, recycled cores, stiffness tuning, and cost reduction.
-
Two-shot / overmolding: Different materials in separate shots/cavities to create distinct visible features or soft-touch zones. Choose this for grips, seals, colour splits, or mechanical locks.
If you want a hidden barrier or recycled core with a premium outer surface, co-injection is the right tool.
Common layer stacks & goals
| Stack | Typical Materials | Why it works |
|---|---|---|
| Skin / Core | PP skin / Regrind PP core | Cut resin cost, keep Class-A exterior. |
| Skin / Barrier / Skin | PP / EVOH / PP | Food/chemical barrier for containers, caps, valves. |
| UV/chem-resistant skin / Tough core | ASA or PVDF skin / PC-ABS, PA core | Outdoor parts: weatherable outer, tough inside. |
| Clear skin / Diffusive core | PMMA or PC skin / light-diffusing core | Lighting lenses & light-pipes with controlled luminance. |
| Wear skin / Damping core | POM skin / TPE or PP core | Low-friction surface with NVH damping. |
We help you select grades for adhesion, shrink match, and regulatory requirements (UL, food, medical).
Applications that benefit most
-
Food & lab containers, valves, closures: EVOH/PA barriers for OTR/WVTR targets.
-
Consumer housings & appliance panels: Cosmetic skins over regrind cores to reduce cost & footprint.
-
Outdoor/industrial: UV/chemical-resistant skins (ASA, PVDF) with tough cores (PC-ABS, PA).
-
Lighting & optics: Clear skins with diffusive cores for uniform light and hidden welds.
-
Automotive & tools: Wear-resistant skins with reinforced cores for stiffness + durability.
Tooling & process: how we control the layers
-
Hot-runner & nozzles: Co-injection manifolds or dual-shot valve gating with precise sequencing to establish skin, then core.
-
Skin/core ratio: Typically 10–70% core by volume; tune via velocity/pressure transfer and time.
-
Thermal balance: Cooling layout designed for differential shrink; conformal-cooled inserts near heavy features.
-
Sensors & controls: Cavity-pressure sensors, sequential valve timing, gate-freeze studies to lock penetration depth.
-
Maintainability: Standardized heaters/TCs, doweled sub-inserts, and spare kits for uptime.
DFM rules for co-injection
-
Uniform walls (1.8–3.0 mm) wherever possible; ribs over mass to control core “break-through.”
-
Knit-line management: Place away from view; move to masked areas with parting line strategy.
-
Draft & radii: ≥1–2° draft; generous radii to stabilize skin thickness and ejection.
-
Adhesion & shrink match: Pair materials with compatible surface energies and comparable shrinkage to prevent telegraphing/warpage.
-
Colour show-through: Use skin thickness and pigment loading to hide darker cores.
Quality verification for multi-layer parts
-
Sectioning & microscopy: Microtome cross-sections for skin/core thickness and uniformity.
-
Spectroscopy/mapping: FTIR/EDS/DSC for barrier identification and distribution.
-
Functional tests: OTR/WVTR, burst/leak for containers; impact, abrasion, UV/chemical for housings.
-
Dimensional & cosmetic: FAIR + CMM/scan; gloss/ΔE; visual acceptance with viewing-zone maps.
Example timeline (pilot → ramp)
-
Day 0–2: 48-Hour DFM Pack (flow/cool/warp, skin/core ratio model, risk log) → alignment call
-
Day 3–12: Tool build (Al/MUD or pre-hard steel) + co-injection hot-runner setup; EOAT/fixtures in parallel
-
Day 13–15: T0 trials: skin-only → core penetration tuning; gate-freeze & cavity balance
-
Day 16–18: T1 + FAIR + sectioning/optical/barrier tests; DOE window set; ship FA parts
-
Day 19+: Copy-cavity proposal; barrier validation or recyclate percentage study for ramp
(Steel-first or large multi-cavity tools: ~20–28 days to T0 depending on geometry & finish.)
Cost & sustainability advantages
-
Resin savings: Hide regrind or recycled material in the core while protecting exterior cosmetics.
-
Fewer operations: Barrier or specialty layers achieved in-mold—no laminations or coatings.
-
ESG metrics: Track kWh/kg and recycled content via MES; documented for compliance reporting.
RFQ checklist (copy/paste—prevents rework)
-
Target T1/SOP dates and milestone gates (DFM, T0, T1).
-
CAD (STEP/IGES) + 2D with CTQs/GD&T; cosmetic/viewing zone map.
-
Skin & core materials (alternates OK): colour, UV/FR/food/medical needs; barrier targets (OTR/WVTR).
-
Skin/core ratio goal and areas where ratio must be held tightly.
-
Tooling plan: MUD/Al vs steel, cavitation, valve sequence, conformal-cooling candidates.
-
Validation scope: Sectioning, FTIR/DSC, OTR/WVTR (if barrier), DOE, FAIR, CMM/scan, CpK targets.
-
Automation & tests: EOAT take-out; leak/occlusion/burst; vision SPC.
-
Data access: MES dashboards (OEE, CpK, scrap, kWh/kg, genealogy).
-
Packaging & logistics: Lot size, labels, export packing, Incoterms; FA courier path.
Send your package here → Contact
Why TaiwanMoldMaker.com for co-injection
-
Specialized hot-runner & sequencing expertise with proven skin/core stability.
-
Simulation-led DFM and scientific molding to lock ratios, cycles, and cosmetics fast.
-
Standardized, robot-ready cells with vision SPC and audit-ready MES data for remote approvals.
-
Bridge-to-scale path: Aluminium/MUD pilots → copy-cavity steel when demand lands.
Start here:
Injection Mold → Molding → Mold Service → Customer Examples → Contact
